Wie bestimmen Sie Ihre Werkzeugschwindung?
Kunststoffe dehnen sich bei Erwärmung aus und schwinden bei Abkühlung. Typischerweise schwinden teilkristalline Materialien stärker als amorphe Materialien.
In der Nachdruckphase können wir zusätzliches Material in die Form einbringen, um der Schwindung entgegenzuwirken. Wir können auch Schwindungsfaktoren auf die Werkzeugkavität anwenden, wodurch die Werkzeugkavität im Wesentlichen vergrößert wird, so dass wir beim Schwinden dieser Materialien die gewünschten Teileabmessungen erhalten.
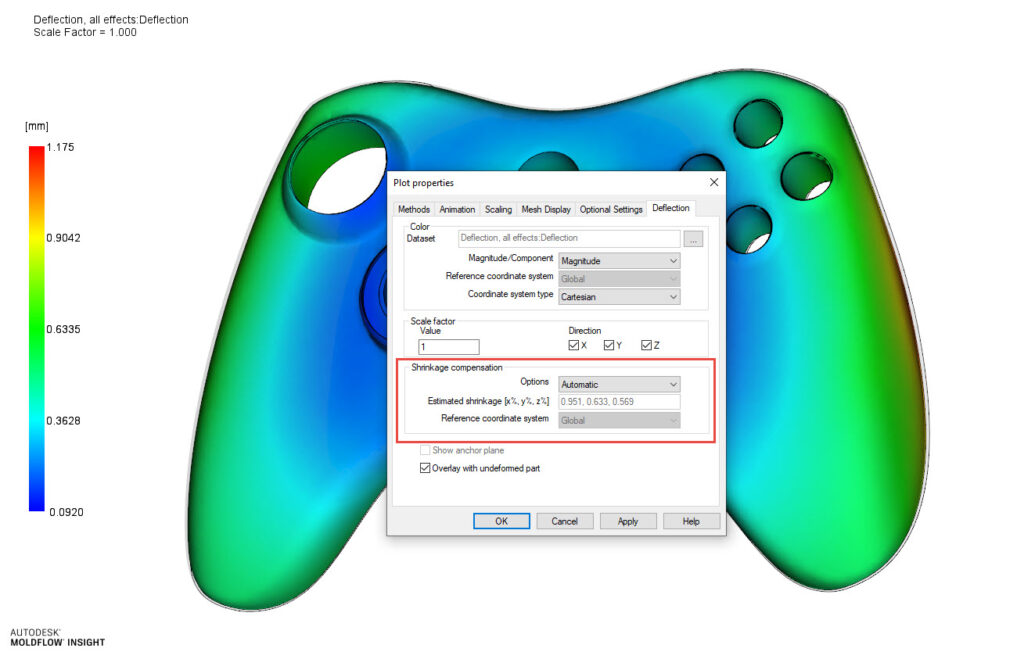
Woher bekommen wir aber diese mythischen Schwindungsraten? Manchmal enthalten die technischen Datenblätter (TDS) des Materials Informationen zur Schwindung, ein anderes Mal können wir uns auf die großartigen Werkzeughersteller verlassen – beides sind gute Optionen. Wenn Sie aber eine Verzugssanalyse in Moldflow durchführen, können Sie ebenfalls Schwindungswerte erhalten, die für Ihr CAD-Modell, Ihr Material, Ihren Anguss und Ihre Kühlkonstruktion spezifisch sind. Unter Verformung alle Effekte – Plot-Eigenschaften – Schwindungskompensation haben Sie folgende Optionen. Automatisch (Moldflow wählt die besten Schwindungswerte für X, Y und Z), Isotrop (Sie wählen einen einzelnen Wert) oder Anisotrop (Sie wählen die X-, Y- und Z-Werte).
Unserer Erfahrung nach wird diese Funktion leider viel zu wenig genutzt. Wir würden Ihnen empfehlen, Ihr Anbindungssystem zu modellieren, hochwertige Materialdaten zu verwenden und idealerweise auch die Kühlung mitzumodellieren.
Diese Werte können Sie dann mit den Werten aus dem technischen Datenblatt oder den empfohlenen Werten Ihres Werkzeugherstellers vergleichen. Hoffentlich stimmen diese 3 Werte überein und Sie können Ihre Schwindungsrate wählen.
Wie bestimmen Sie die Schwindung Ihres Werkzeugs?